Procédé de galvanisation
Grille-fenetre.com vous propose égaiement une finition "galvanisation" pour ses grilles de fenêtre, barres d'appui, et garde-fous.
Nous vous expliquons dans le détail tous ce procédé de galvanisation :
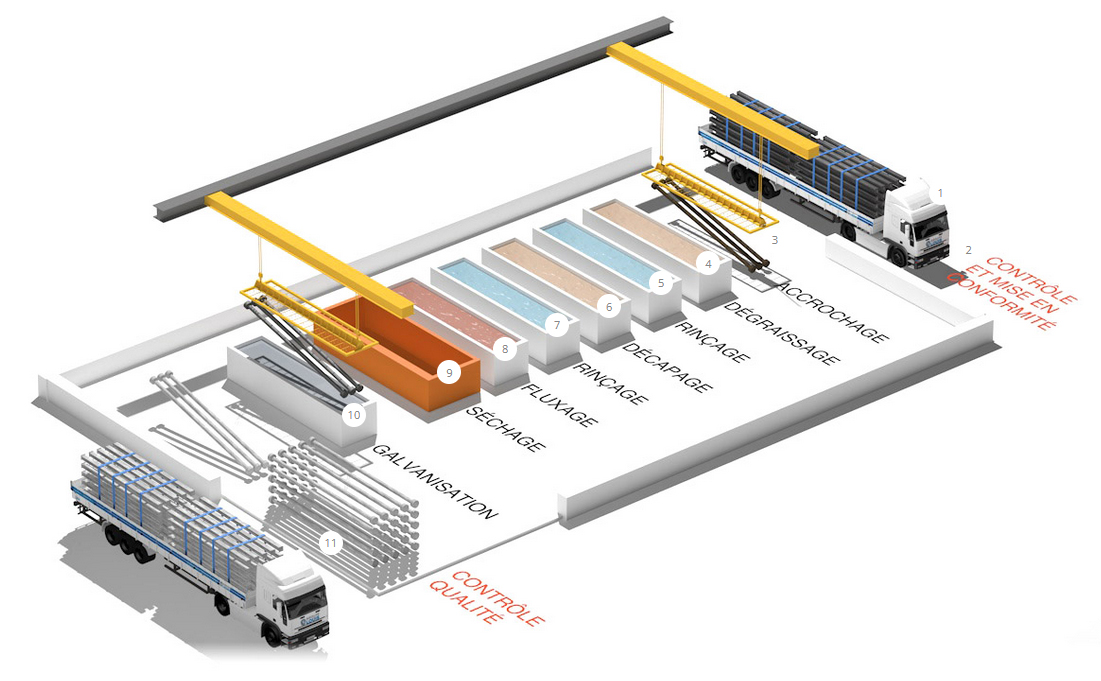
1- RÉCEPTION DES COMMANDES
Pesage du matériel et identification des références.
2- CONTRÔLE & MISE EN CONFORMITÉ AVANT TRAITEMENT
Contrôle de l’aptitude des produits à la galvanisation :
État de surface, dimensions, conception, perçages.
Contrôle quantitatif selon le bon de commande client.
Contact du client en cas de mise en conformité.
3- ACCROCHAGE
Utilisation des outils adaptés en fonction des pièces (fers ronds, chaînes, multi-crochets…).
Optimisation du positionnement des perçages.
4- DÉGRAISSAGE
Il a pour but d’enlever toutes les salissures et graisses qui empêcheraient la dissolution des oxydes de fer superficiels.
5- RINÇAGE
Un rinçage est effectué après le dégraissage afin de ne pas polluer les opérations suivantes.
6- DÉCAPAGE
Il a pour but d’enlever la calamine et les autres oxydes présents à la surface de l’acier.
Le décapage est effectué dans une solution d’acide chlorhydrique dilué à température ambiante, additionné d’un inhibiteur qui permet d’éviter l’attaque de l’acier lorsqu’il est débarrassé de ses oxydes.
7- RINÇAGE
Un rinçage est également effectué après le décapage afin de laver les pièces des sels de fer et des traces d’acide qui pollueraient l’opération suivante.
8- FLUXAGE
Il permet d’éviter que l’acier ne se réoxyde avant l’entrée dans le bain de zinc. La décomposition du flux permet également de favoriser la réaction métallurgique fer/zinc lors de l’immersion de la pièce dans le bain de zinc.
9- SÉCHAGE
Le séchage est effectué dans une étuve afin d’éviter les projections de zinc au moment de l’immersion de la pièce.
10- GALVANISATION
Les pièces sont ensuite immergées dans le bain de zinc fondu à 450°C. Les temps d’immersion varient suivant l’importance des charges, des dimensions et de l’épaisseur des pièces : de 3 à 4 minutes pour des pièces de forme simple, et de 10 à 15 minutes pour des ensembles massifs ou des corps creux de grandes dimensions.
11- REFROIDISSEMENT & CONTRÔLE QUALITÉ
Contrôle visuel à la sortie du bain de zinc (aspect, déformation…).
Contrôle d’épaisseur par échantillonnage.
Délivrance d’un PV de contrôle sur demande effectué selon Norme NF EN ISO 1461.
Source : Notre fournisseur prestataire Groupe Louis